 | |
 |  |
汽车内饰注塑件(仪表台本体、中控面板、出风口总成、门板扶手、杯架、储物盒等)是激光水口切割的重要应用场景。汽车内饰塑料件对外观质量要求极高:切口水口位置必须光滑无痕迹、表面不得发白、不得影响后续喷涂或电镀工艺。激光精密切割以高外观质量、批量稳定、换型快的优势,成为汽车内饰行业水口处理的主流工艺。
汽车内饰塑料件分类
| 部件类别 | 代表部件 | 常用材料 | 外观要求 |
|---|---|---|---|
| 仪表台本体 | 仪表台上下壳体、仪表面罩 | ABS/PC+ABS | 高光/哑光,需喷涂 |
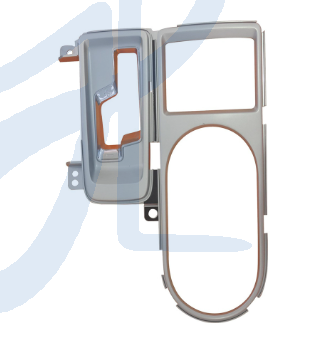
| 中控面板 | 中控显示屏边框、娱乐系统面板 | ABS/PMMA | 高光,需喷涂或电镀 |
| 出风口 | 出风口面板、旋钮、拨片 | ABS/PC | 高光,镀铬或喷涂 |
| 门板部件 | 门板扶手、开门把手、音响罩 | ABS | 哑光或软触感 |
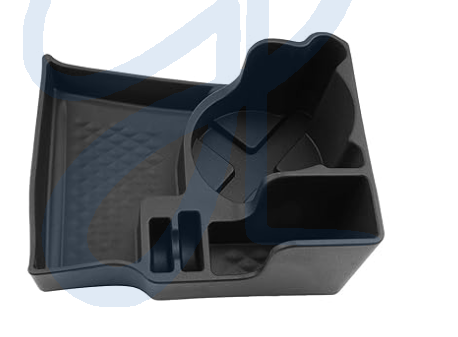
| 储物盒 | 杯架、储物箱、卡槽 | PP/ABS | 哑光,结构复杂 |
| 顶棚附件 | 遮阳板、阅读灯面板、把手 | ABS/PS | 中等光泽 |
| 氛围灯部件 | 透光饰条、发光门板装饰条 | PMMA+激光雕刻 | 高透明度,无发白 |
行业痛点
| 痛点 | 传统刀模冲切 | 激光切割 |
|---|---|---|
| 外观发白 | 机械力导致边缘发白,影响喷涂 | 热熔边透明或轻微发白,可覆盖 |
| 崩边 | 脆性塑料(ABS/PC)易崩边 | 热熔,无崩边 |
| 高光面处理 | 高光面刀痕明显,难以修复 | 几乎无痕迹,可直接喷涂 |
| 复杂结构 | 深腔、斜面水口刀模难以加工 | 无接触,任意角度均可切割 |
| 换型速度 | 需重新开模,周期2-4周 | 软件换型,5分钟内完成 |
| 批量稳定性 | 刀模磨损后质量下降 | 无磨损,批量一致 |
切割工艺方案
仪表台本体(高光注塑件)
切割难点:
-
大尺寸(长度可达1米以上),治具成本高
-
高光表面,切割痕迹无法隐藏
-
结构复杂,多浇口分布
-
批量大,年产10-30万套
解决方案:
-
激光类型:CO2激光(60W×2双头)
-
功率:60W×2
-
速度:300-500mm/s
-
切割效果:边缘光滑,无毛刺,高光面无明显痕迹
-
自动化:双工位旋转台,自动上下料
关键参数:
-
功率过高会导致高光面发白,建议偏低功率(50-60W)
-
切割后表面轻微发白不影响后续喷涂(喷涂前需打磨底漆)
-
大尺寸产品建议使用视觉定位,消除治具误差
中控面板(喷涂/电镀件)
切割难点:
-
外观面不允许任何切割痕迹
-
需兼容喷涂(色漆/清漆)和电镀工艺
-
浇口位置多,水口分布复杂
解决方案:
-
激光类型:CO2精密型(60W)
-
功率:40-60W
-
速度:200-400mm/s
-
切割效果:边缘光滑,可直接进入喷涂线
注意: 喷涂前需确认切割边缘发白程度,建议提前打样确认是否需要打磨工序。
出风口(镀铬/高光件)
切割难点:
-
镀铬面要求高,切割痕迹直接影响品质
-
旋钮和拨片体积小,精度要求高
-
外观面在正面,视觉敏感
解决方案:
-
激光类型:CO2精密型(60W)或紫外激光(5-10W)
-
功率:30-50W(镀铬件建议偏低功率)
-
速度:150-300mm/s
-
切割效果:边缘光滑,无发白,镀铬面无痕迹
紫外激光优势: 热影响区极小(<0.1mm),切割面几乎透明,适合高光镀铬件。
氛围灯透光饰条(PMMA)
切割难点:
-
PMMA透明,切割边缘发白直接影响透光效果
-
透光均匀性要求高
-
装饰效果要求严格
解决方案:
-
激光类型:CO2精密型(60W,低功率)
-
功率:30-40W
-
速度:200-300mm/s
-
切割效果:边缘透明,无发白,透光均匀
-
额外注意:避免功率过高导致内部气泡或裂纹
推荐设备参数
| 参数 | 大型内饰件型 | 标准型 | 精密型 |
|---|---|---|---|
| 激光类型 | CO2双头 | CO2单头 | CO2精密/紫外 |
| 功率 | 60W×2 | 60W | 30W/10W |
| 切割精度 | ±0.1mm | ±0.08mm | ±0.05mm |
| 工作幅面 | 1200×800mm | 600×400mm | 400×300mm |
| 自动化 | 全自动 | 半自动/自动 | 半自动 |
| 价格区间 | 18-28万 | 12-18万 | 15-25万 |
自动化集成方案
汽车内饰件大批量生产,建议配置自动化生产线:
-
注塑机取件 → 机械手取件,传送到切割工位
-
视觉定位 → CCD识别产品特征点,自动校正切割轨迹
-
激光切割 → 双头激光同时切割多个水口(大型件)
-
品检 → 视觉检测切割质量和尺寸(可选)
-
成品下料 → 自动放置到料盒或传送带
产能参考: 大型仪表台本体,双头激光切割,每小时30-50件(视产品大小)。
与汽车行业客户合作模式
汽车内饰注塑件供应商通常需要满足以下要求:
质量体系
-
IATF 16949认证(汽车行业质量管理体系)
-
设备需具备完整的生产记录和追溯功能
-
切割参数需存档,支持客户审核
交期配合
-
汽车行业换型频繁,设备需支持快速换型
-
JIT交货,对产能稳定性要求高
-
建议保留一定产能余量应对订单波动
成本控制
-
汽车行业竞争激烈,成本控制是关键
-
激光切割无耗材,长期成本优势明显
-
建议与设备供应商谈长期服务协议,降低维护成本
常见问题
Q:汽车内饰高光件切割后发白影响喷涂吗? A:轻微发白不影响喷涂,喷涂前会进行底漆处理和打磨。如发白严重,可在切割后增加轻度打磨工序。建议批量生产前先打样确认。
Q:大型仪表台本体(>1米)如何保证切割精度? A:使用视觉定位系统,通过CCD识别产品特征点,自动校正切割轨迹,精度可达±0.1mm。治具精度要求可适当降低,降低治具成本。
Q:汽车行业换型频繁,激光切割机能跟上吗? A:激光切割机支持软件换型,更换产品只需调入对应程序,5分钟内完成。相比刀模冲切(重新开模2-4周),优势明显。
Q:激光切割汽车内饰件的产能如何? A:大型仪表台本体(1米左右),双头激光切割机,每小时30-50件,日产700-1200件。如需更高产能,可配置多条激光切割线并行。